

简约设计,不简单内涵。观看我们的云南古城桥梁不锈钢防撞护栏产品视频,用少的话语传达真实的产品价值。
以下是:云南古城桥梁不锈钢防撞护栏的图文介绍

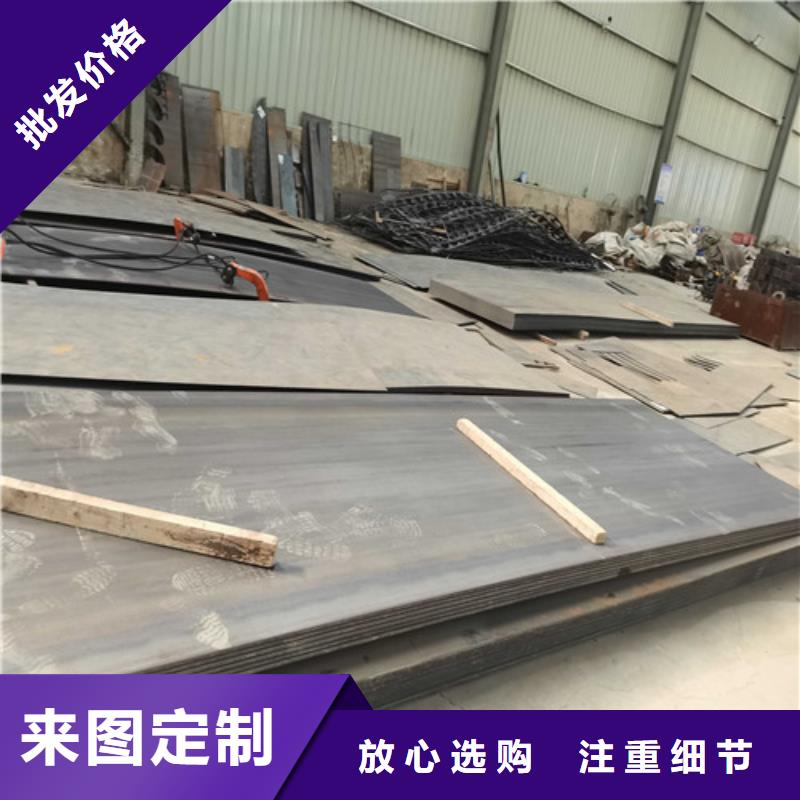
201不锈钢复合管品种齐全、质量稳定、价格优惠、送货及时,多年来公司以诚信专业的作风赢得了广大客户的认可和好评。“质量为本,服务为魂”是我们公司一贯秉承的经营理念,芜湖鑫海达金属制品有限公司将一如既往的为每一位客户提供高质量而廉价的 201不锈钢复合管产品外,还提供率而优质的服务!欢迎广大客户朋友来电咨询洽谈!


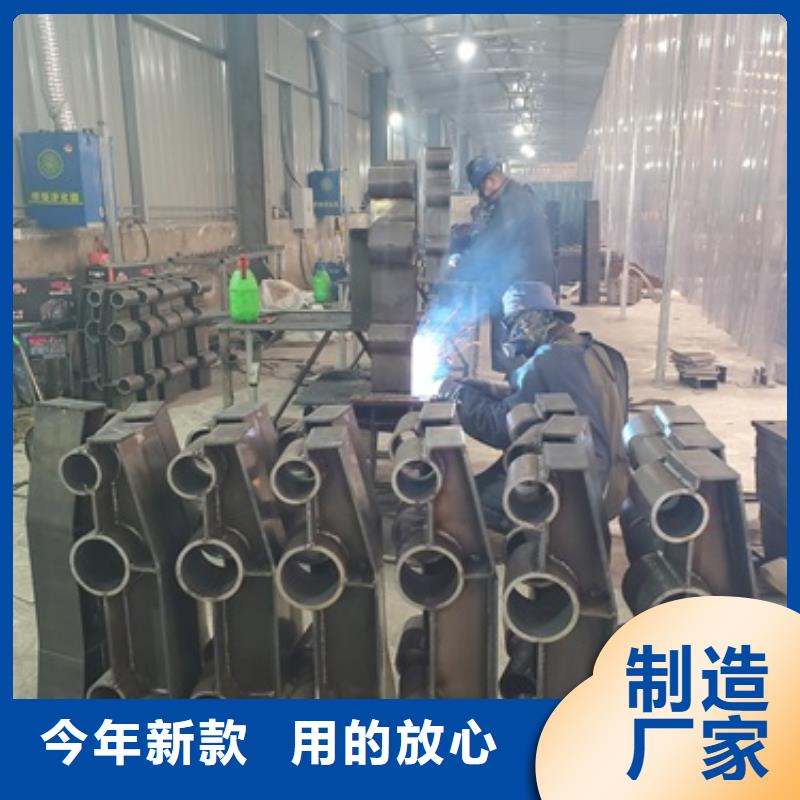
细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
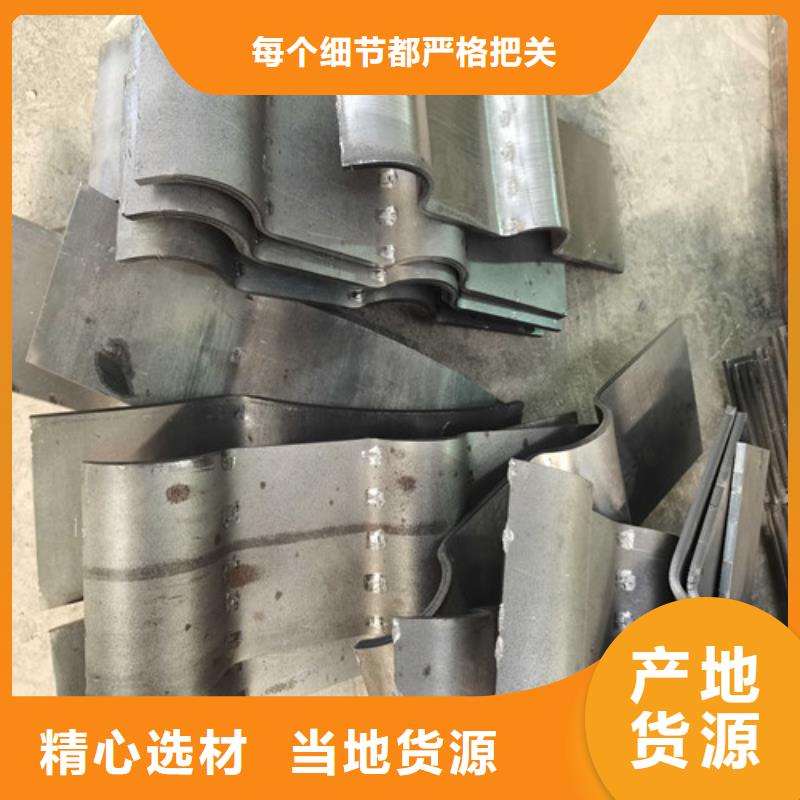
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。





采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保障,钢筋保护层合格率可保持在90%以上。 桥梁护栏定位架立在测量控制点上,采用水平尺进行调平,前段横杆与立杆的角度是根据设计图中的角度加工的,横杆的长度也是根据设计图中的尺寸预留的。将位置调好的2号钢筋与翼板预埋4号钢筋焊接牢固。 当位置调整好以后,立即采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前安装的2号钢筋焊接牢固。以此类推每隔5米形成一个标准断面,然后挂线安装中间段落钢筋。


